
Torna makineleri; tıp, askeri, elektronik, otomotiv ve havacılık uygulamaları için gelişmiş parçalar oluşturur. Bir torna tezgahında gerçekleştirilen ilk 10 işleme operasyonunu öğrenmek için okumaya devam edin.
Bir torna tezgahı, istenen özelliklere sahip parçaları teslim etmek için çok sayıda işleme işlemi gerçekleştirme yeteneğine sahiptir. Torna, tornada işleme için popüler bir isimdir. Bununla birlikte tornalama, tornalama operasyonlarından sadece bir tanesidir.
Takım uçlarının değişimi ve takım ile iş parçası arasındaki kinematik ilişki, bir tornada farklı işlemlerle sonuçlanır. En yaygın torna işlemleri tornalama, yüzey kaplama, kanal açma, dilimleme, diş açma, delme, delme, tırtıl açma ve kılavuz çekmedir.
1. TORNALAMA
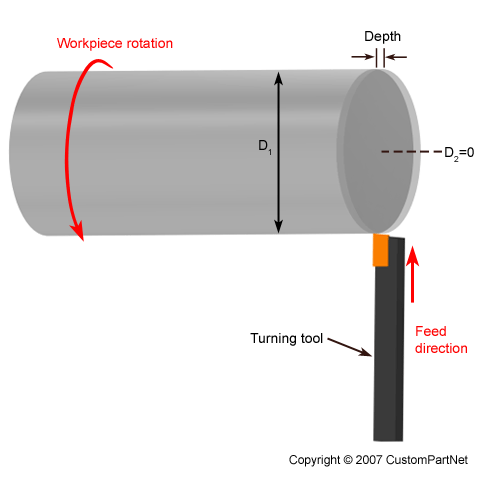
Tornalama, en yaygın torna işleme işlemidir. Tornalama işlemi sırasında bir kesici alet, dönen bir iş parçasının dış çapındaki malzemeyi kaldırır. Tornalamanın temel amacı, iş parçası çapını istenilen boyuta indirmektir. Kaba ve finiş olmak üzere iki tür tornalama işlemi vardır.
Kaba tornalama işlemi, hassasiyeti ve yüzey kalitesini göz ardı ederek mümkün olan en kısa sürede maksimum malzemeyi kaldırarak bir parçayı önceden tanımlanmış bir kalınlık dahilinde işlemeyi amaçlar. Son tornalama, pürüzsüz bir yüzey kalitesi ve iş parçasının nihai doğru boyutlara sahip olmasını sağlar.
Tornalanmış parçaların farklı bölümleri farklı dış boyutlara sahip olabilir. İki farklı çapa sahip yüzeyler arasındaki geçiş, adım, konik, pah ve kontur gibi birkaç topolojik özelliğe sahip olabilir. Bu özellikleri üretmek için, küçük bir radyal kesme derinliğinde birden fazla geçiş gerekli olabilir.
ADIM DÖNDÜRME
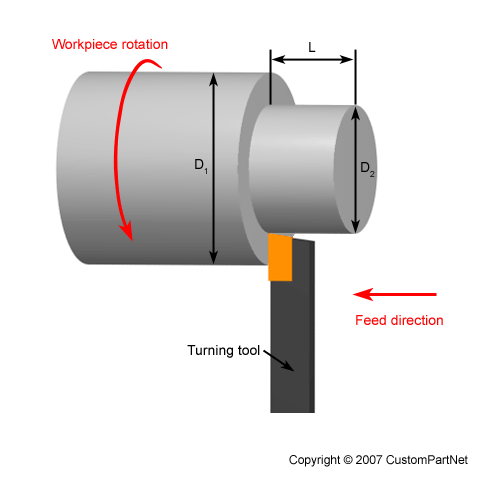
Kademeli tornalama, aralarındaki çaplarda ani bir değişiklik olan iki yüzey oluşturur. Son özellik bir adımı andırıyor.
KONİK TORNALAMA
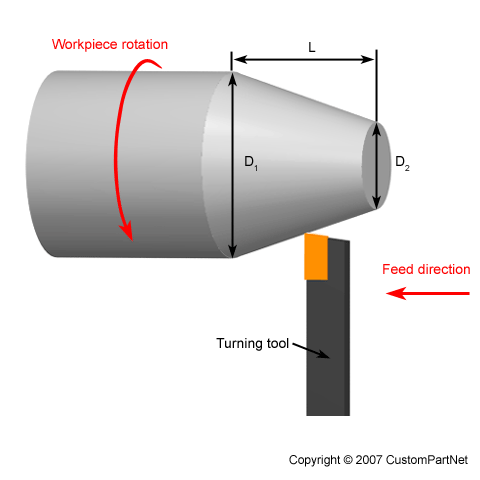
Konik tornalama, iş parçası ile kesici takım arasındaki açılı hareket nedeniyle farklı çaplara sahip iki yüzey arasında bir rampa geçişi oluşturur.
PAH TORNALAMA
Kademeli tornalamaya benzer şekilde, pah kırma tornalama, farklı tornalama çaplarına sahip iki yüzey arasında normalde kare olan bir kenarın açılı geçişini oluşturur.
KONTUR TORNALAMA
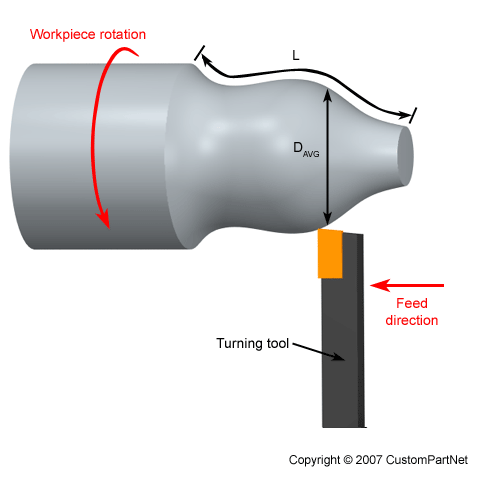
Kontur tornalama işleminde kesici takım, önceden tanımlanmış bir geometri ile yolu eksenel olarak takip eder. İş parçasında istenen konturları oluşturmak için bir kontur takımının birden fazla geçişi gereklidir. Ancak form araçları tek geçişte aynı kontur şeklini üretebilir.
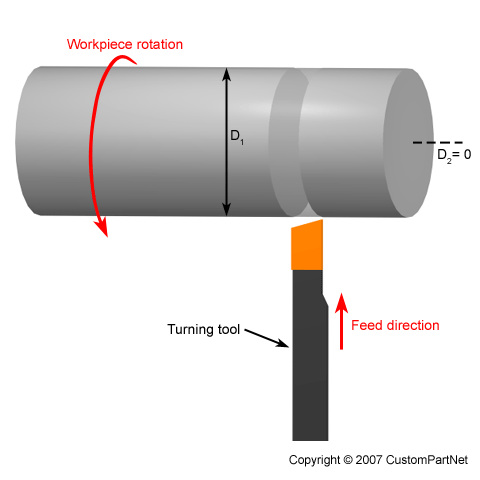
2. ALIN TORNALAMA İŞLEMİ
İşleme sırasında iş parçalarının uzunluğu, nihai parçanın olması gerekenden biraz daha uzundur. Alın alma, dönen eksene dik olan bir iş parçasının ucunun işlenmesi işlemidir. Yüzey kaplama sırasında takım, ince bir malzeme tabakasını kaldırarak istenen parça uzunluğunu ve pürüzsüz bir alın yüzeyini üretmek için iş parçasının yarıçapı boyunca hareket eder.
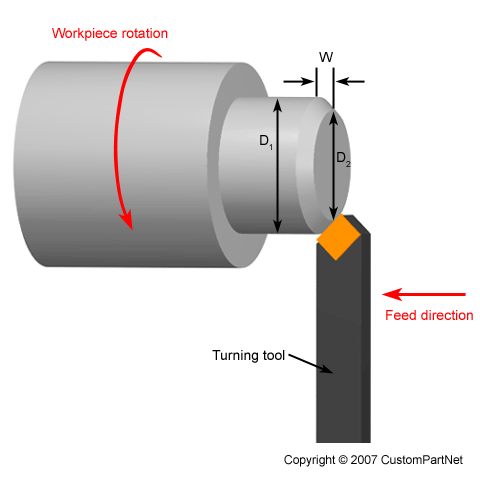
3. KANAL AÇMA
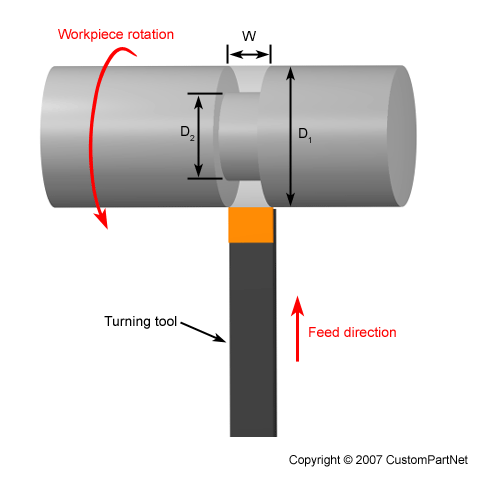
Kanal açma, iş parçasında dar bir kesim, bir “oluk” oluşturan bir tornalama işlemidir. Kesimin boyutu kesici aletin genişliğine bağlıdır. Daha geniş kanalları işlemek için birden fazla takım geçişi gereklidir. Dıştan kanal açma ve alından kanal açma olmak üzere iki tür kanal açma işlemi vardır. Dış kanal açmada, bir takım iş parçasının yan tarafına radyal olarak hareket eder ve malzemeyi kesme yönü boyunca kaldırır. Alına kanal açmada takım, iş parçasının ön yüzüne kanal açar.
4. AYIRMA
Ayrım, makineyle işleme döngüsünün sonunda bir parçanın kesilmesiyle sonuçlanan bir makineyle işleme işlemidir. İşlem, iş parçasına dönen eksene dik olarak girmek ve iş parçası dönerken kademeli bir kesim yapmak için belirli bir şekle sahip bir alet kullanır. Kesici takımın kenarı iş parçasının merkezine ulaştıktan sonra iş parçası düşer. Çıkarılan parçayı yakalamak için genellikle bir parça yakalayıcı kullanılır.
5. DİŞ AÇMA
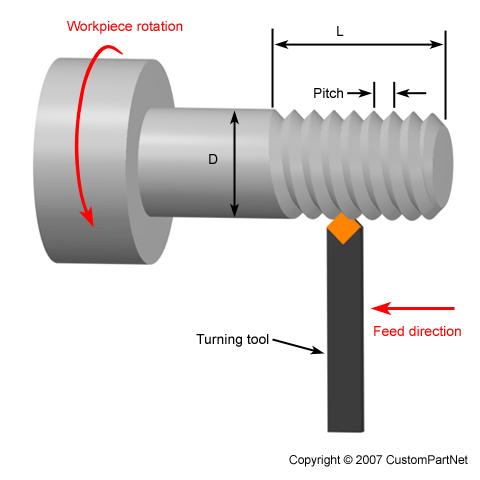
Diş çekme, bir aletin iş parçasının kenarı boyunca hareket ederek dış yüzeyde diş açma işlemi yaptığı bir tornalama işlemidir. Vida dişi, belirtilen uzunluk ve hatveye sahip tekdüze sarmal bir oluktur. Daha derin dişler, bir aracın birden fazla geçişine ihtiyaç duyar.
6. TIRTIL

Tırtıl açma işlemi, bir parçanın yüzeyinde tırtıklı desenler üretir. Tırtıl, kavrama sürtünmesini ve işlenmiş parçanın görsel görünümünü artırır. Bu işleme sürecinde, takım tutucuların içinde dönebilen tek veya çoklu silindirik tekerleklerden (tırtıklar) oluşan benzersiz bir takım kullanılır. Tırtıklar, tırtıklı desenler oluşturmak için iş parçasının yüzeyine doğru yuvarlanan dişler içerir. En yaygın tırtıllı desen, bir baklava desenidir.
7. DELME
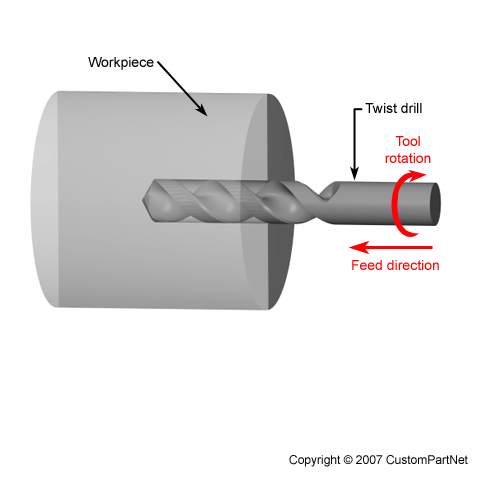
Delme işlemi, malzemeyi bir iş parçasının içinden çıkarır. Delmenin sonucu, kullanılan matkap ucunun boyutuna eşit bir çapa sahip bir deliktir. Matkap uçları genellikle ya bir punta ya da bir torna aleti tutucusu üzerine yerleştirilir.
8. RAYBALAMA
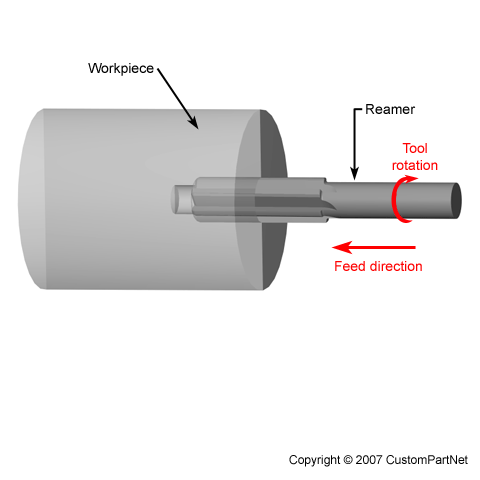
Raybalama, iş parçasındaki deliği büyüten bir boyutlandırma işlemidir. Raybalama işlemlerinde rayba, iş parçasına uçtan eksenel olarak girer ve mevcut bir deliği takımın çapına kadar genişletir. Raybalama, minimum miktarda malzeme kaldırır ve genellikle hem daha doğru bir çap hem de daha pürüzsüz bir iç yüzey elde etmek için delme işleminden sonra gerçekleştirilir.
9. BURGULAMA
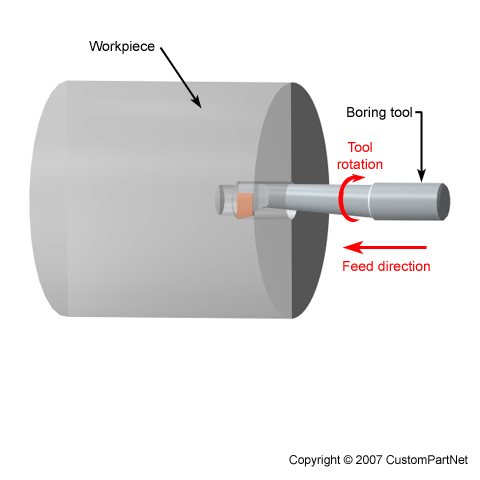
Delme işleminde, bir takım iş parçasına eksenel olarak girer ve farklı şekiller oluşturmak veya mevcut bir deliği büyütmek için iç yüzey boyunca malzemeyi kaldırır.
10. KILAVUZ ÇEKME
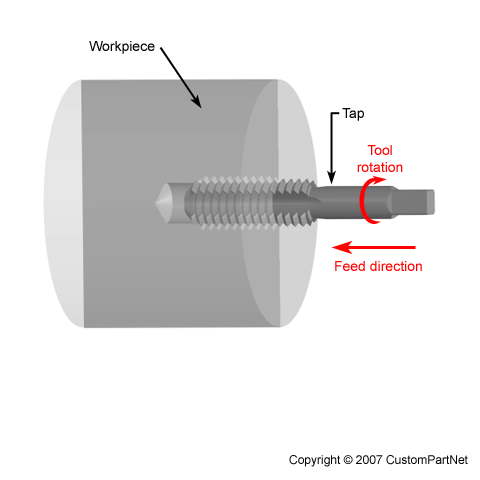
Kılavuz çekme, bir kılavuz çekme aletinin iş parçasına eksenel olarak girdiği ve dişleri mevcut bir deliğe kestiği işlemdir. Delik, istenen kılavuz çekme aracını barındırabilen karşılık gelen bir bit boyutuyla eşleşir. Vurma aynı zamanda somunlara diş açmak için kullanılan işlemdir.
SONUÇ
Tornalar, gelişmiş özelliklere sahip parçaları işleyebilir. Nihai parça özellikleri, çeşitli takımların kullanılmasıyla ve kesici ile iş parçası arasındaki kinematik ilişkinin değiştirilmesiyle üretilir. Bu yazımızda on farklı torna işlemini anlattık.
