Geri Yaylanma Analizi
Tüm metallerin belli bir miktarda geri esneme özelliği vardır. Elastik toparlanma olarak da bilinen geri esneme, metalin büküldükten sonra orijinal düz boş şekline geri dönme eğilimidir. Metalin neden geri yaylandığını tam olarak anlamak için öncelikle metalin bir bükme işlemine tabi tutulduğunda Silly Putty’ye benzer şekilde tepki verdiğini anlamamız gerekir. Silly Putty, kauçuksu plastik kıvamıyla bilinen, oyuncak olarak satılan özel bir bileşiktir. Genellikle sert, yarı esnek bir ortam olarak görülen sac levha, aslında elastik bir malzeme türüdür. Elastik özelliklerinin kapsamı, büyük ölçüde malzemenin mekanik özellikleri tarafından kontrol edilir.

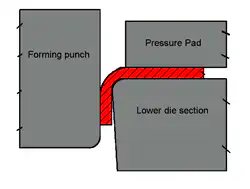
Şekil 1, temel bir metal bükme işlemini göstermektedir. Bu çizim, metali bir şekillendirme zımbası üzerinde göstermektedir. Bükülmüş metalin iç yarıçapı sıkıştırılıyor veya birlikte sıkıştırılıyor. Dış bükülme yarıçapı gergin veya geriliyor. Doğal olarak, metalin elastik özelliklerinden dolayı, iç yarıçapta sıkıştırmayı açmak ve dış yarıçapta düz şekline, geri yaylanmaya dönmek ister. Tüm metaller deformasyona maruz kaldıklarında belirli bir miktarda elastik toparlanma sergilerler.
Büküm Açısı Kontrolü Alma
“Her seferinde mükemmel bir bükülme açısı elde edebilmek için bir kalıbı nasıl tasarlayabilir veya inşa edebilirim?” Cevap, yapamazsınız. Bir kalıp, kabul edilebilir bir bükülme açısı sağlayacak şekilde tasarlanabilir ve üretilebilir, ancak asla tam olarak tutarlı olmayacaktır. Bunun nedeni bir temel faktördür: Gelen metal özellikleri tam olarak tutarlı olmayacaktır.
Metal endüstrisi tipik olarak metal özelliklerini kontrol etme konusunda harika bir iş çıkarır; ancak bobinden bobine ve bobinin başından sonuna kadar küçük farklılıklar mümkündür.
Başarılı dar toleranslı bükme açısı kontrolünün anahtarı, kalıbı, presin sınırları içinde kolay, hızlı ve güvenli bir şekilde ayarlanabilecek şekilde tasarlamaktır. Bobin kalınlığındaki ve mekanik özelliklerdeki küçük değişiklikleri telafi etme kabiliyetine sahip olacak şekilde tasarlanmalı ve imal edilmelidir. Bununla birlikte, bükme açınız makul miktarda açısallık toleransına sahipse, istenen sonuçları elde etmek için metal belirli bir kalınlık ve mekanik tolerans dahilinde kontrol edilebilir.
Geri Yaylanmayı Belirleyen Faktörler
Aşağıdaki temel faktörler geri esnemenin derecesini belirler:
a) Metalin mekanik özellikleri – Çoğu demirli metalde, metalin akma dayanımı ne kadar güçlüyse, geri esneme o kadar büyük olur. Şekil 2, bir gerilim gerinim eğrisini göstermektedir. Bu tablo, deforme olurken metallerin temel mekanik özelliklerini temsil eder. Gerilme, metalin ne kadar kuvvete maruz kalacağıdır ve gerinim, metalin ne kadar deforme olacağıdır. Grafikteki kırmızı çizgi, kalıcı plastik deformasyon ortaya çıkmadan önce oluşacak elastik deformasyon miktarını temsil eder. Metalin gücü ne kadar yüksek olursa, kırmızı çizgi grafik kutusunun dikey çizgisinden o kadar uzaklaşacaktır.
b) Metalin kalınlığı – Daha kalın metal, doğası gereği daha ince metalden daha sert olduğu için daha az geri yaylanır.
c) Bükülme yarıçapının boyutu – Bükülme yarıçapı ne kadar büyük olursa, metal o kadar fazla geri yaylanır.
